Настройка гильотинных ножниц
Для качественной и продуктивной работы гильотинных ножниц, необходимо как можно точнее произвести их настройку. И самой важной настройкой, от которой зависит продуктивность работы станка — это настройка зазора между ножами. Если зазор рабочих органов выставить правильно, в разы возрастет качество резки металла. Поэтому, крайне важно, перед тем как купить такой, безусловно важный станок, как гильотинные ножницы, ознакомится с правилами регулировки зазоров на модели выбранного вами станка.
В нашей статье пойдет речь о регулировки зазоров на таких станках, как механические гильотинные ножницы и гидравлические гильотинные ножницы от ПАО «Долина».
Зазор между рабочими органами необходимо установить в соотношении в 1/20-1/30 от толщины листа металла. От правильности установки данного показателя зависит качество линии среза, поэтому этот показатель нужно постоянно проверять при резке металла разной толщины. Изменение зазора проводится за счет перемещения рабочих органов специальным механизмом. Важно, не стоит обрезать металл, чья толщина имеет максимальный показатель, а длина равна длине рабочих органов данной модели станка. Так же следует следить, чтобы при резке заготовки максимально допустимой толщины, давление на металл не превышало 50 кг/мм2. Работа на максимально допустимых величинах приводит к максимальной нагрузке на силовые агрегаты станка и рабочие органы, и способствует их быстрому износу и сокращению срока эксплуатации станка.
В случае, если прочность обрабатываемой детали превышает показатель в 50 кг/мм2, то нужно определить максимально допустимую толщину заготовки с помощью специальной формулы δ Х = δ√ 50/σВР, мм, где:
- δ — допустимая толщина;
- σВР — максимально допустимая толщина заготовки для определенной модели станка, что указывается в документации;
- 50 — прочность заготовки.
Для установки необходимого зазора между рабочими органами, необходимо придерживаться следующего соотношения:
толщина листа имеет показатель 1, 3/3, 3/6.3, 6.3/12.5 — то зазор между рабочими органами гильотинных ножниц должен быть соответственно — 0.15, 0.35, 0.5.
Для установки необходимого зазора между верхними и нижними ножами на гильотинах производства ПАО «Кувандыкский завод КПО «Долина» необходимо ослабить болты поз.1 и поз.3 рисунок 1, которыми крепится стол к станине. Вращая вручную маховик по стрелке, указанной на кожухе, опускать ножевую балку вниз до перекрытия ножей стола и ножевой балки (10 мм — перекрытие ножей).
Подвинуть стол вперед и установить необходимый зазор, затем, опуская ножевую балку вниз, промерить зазор по всей длине ножей слева направо. После установки зазора затянуть болты. Движение стола назад относительной ножевой балки осуществляется болтами позиции 2 рисунок 1. Зазоры между направляющими и ножевой балкой обеспечить прокладками поз.4 рисунок 1.
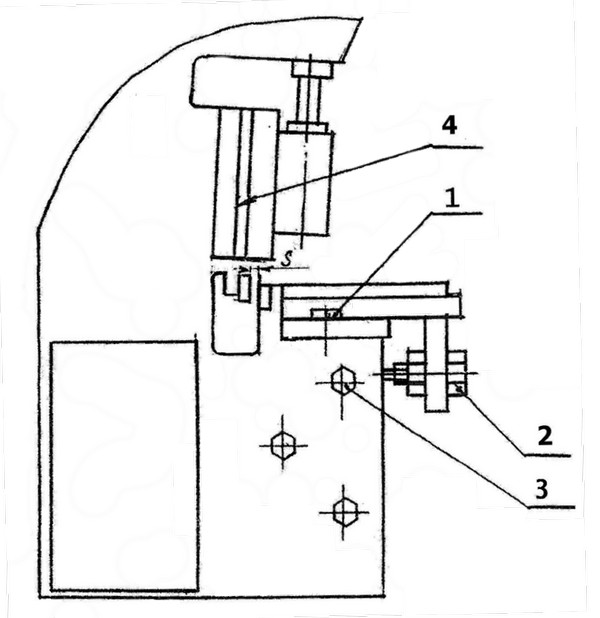
Рисунок 1. Регулировка зазора
Следите, чтобы лезвия гильотинных ножниц всегда были острыми и хорошо заточенными — от этого зависит качество резки и эффективность работы станка.

