Рекомендации по выбору режимов резания конструкционных сталей на ленточнопильных станках
Ленточнопильные станки для металла используют преимущественно заготовители. С помощью ленточных пил режут заготовки для выпуска мелких и крупных серий. К преимуществам данного метода обработки относится минимальный выход стружки, значительная продуктивность и небольшие энергозатраты. Пилами с алмазами или из твердых сплавов разрезают абразивные материалы и цветмет.
Производителями станков зачастую не учитываются нюансы процесса обработки на конкретном предприятии. Для эффективного распила стальных болванок необходим правильный выбор рабочего режима. В частности, подача пилорамы по таблицам обычно производится только с учетом сорта стали и мощности привода. Остается за рамками расчетов форма деталей и шаг между зубьями. Это приводит к раннему износу полотна и поломкам пильной рамы.

Подробная кинематика резания
На ленточнопильных станках по металлу совершаются прямые движения, в виде главного резания (продольная скорость движения зубцов = V, м/минуту) и подачи (поперечное смещение пилорамы = S, мм/минуту). Как особый параметр фигурирует подача на зуб Sz, измеряемая в микрометрах, то есть, фактически, толщина стружки. Если шаг зубьев равен t (мм), формула для расчета выглядит так:
Sz = t · S / V
Ленточная пила снимает тонкую стружку, в пределах 0,5-20 мкм. При резке конструкционной стали Sz должна быть около 7-8,5 мкм. При меньших значениях этого параметра стружка истончается, превращается в порошок. При увеличении идет значительная деформация заготовки, на снятом металле видна побежалость, как изменение цвета.
Выбор режима обработки
Подача регулируется бесступенчато, можно выбирать оптимальную в широких пределах. Возможен выбор скорости пиления. Если например прямоугольная заготовка сделана из стали 45, имеет сечение В=100 мм, пила 3/4 режет со скоростью V=45 м/мин, то по линейному графику можно найти подачу S=65 мм/мин.
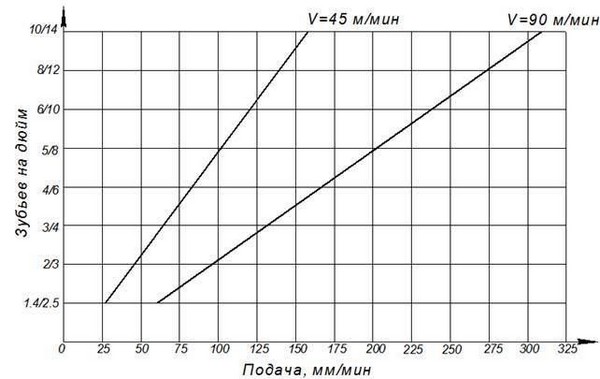
То есть, сначала следует определить оптимальное число зубцов на дюйм, учитывая форму заготовки. Затем установить скорость резания по рекомендациям завода изготовителя — ПАО «Кувандыкский завод КПО «Долина». Считая наилучшей подачу на зуб 8 мкм (для конструкционной стали), находится необходимая подача пильного полотна.

