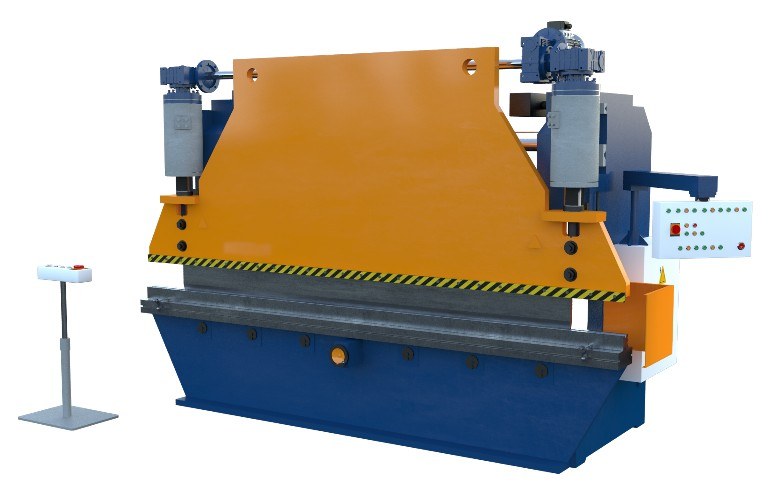
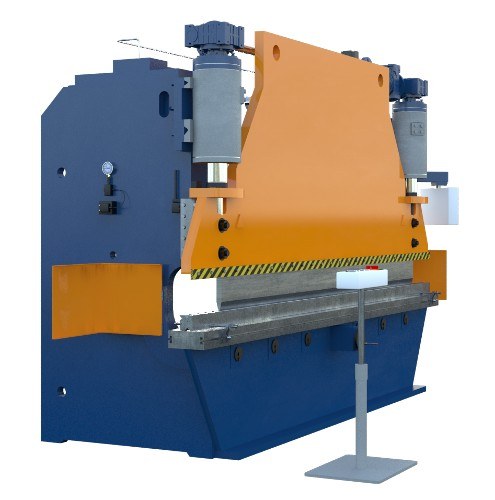
Пресс листогибочный гидравлический ИБ1430А усилием 1000 кН (100 т.с.)
8 800 333-81-63
- Описание
- Характеристики
- Видео
Пресс листогибочный гидравлический ИБ1430А предназначен для изготовления различных деталей из листового и полосового проката методом холодной гибки в универсальном V-образном штампе. В специальных штампах может выполнять гибку по радиусу, штамповку, пробивку отверстий и пазов.
Пресс оснащен механизмом регулирования хода ползуна для точной остановки ползуна в конце гиба, что позволяет получать детали с любым углом гиба. Станина пресса сварной конструкции открытого типа. Две стойки вырезаны из целого листа. В верхней части стоек приварены элементы для крепления гидроцилиндров, стойки соединяются траверсой. К передним торцам стоек крепятся направляющие, по которым перемещается ползун. Положение направляющих относительно поверхности стола выставляется при сборке и фиксируется штифтом.
Конструкция станины пресса предусматривает установку пресса на фундамент и выверку его положения с помощью установленных винтов, которые крепятся гайками. Это позволяет точнее устанавливать пресс и производить выверку положения пресса при его эксплуатации.
Задняя средняя часть траверсы служит приволочной поверхностью для установки кронштейна с гидроприводом. Обратные поверхности верхней части передних торцев стоек предназначены для крепления главных цилиндров. На передней стороне траверсы крепится механизм следящей системы.
На наружной стороне левой стойки обеспечена установка блока манометров и подводящих трубок, а на правой стойке насоса, централизованной системы жидкой смазки, электрошкафа, пульта управления. Съемный стол пресса имеет два продольных Т-образных паза для крепления передних упоров и заднего упора. Кроме того, стол снабжен устройствами предварительной деформации, предназначенными для получения гиба повышенной точности.
Вращая винт, перемещающий клин центрального устройства, мы тем самым деформируем стол пресса. После деформации стола на определенную величину поднимаем стол клиньями остальных устройств. Данная деформация компенсирует деформацию стола и ползуна, возникающую при гибке заготовок. Методом пробных гибов выбирается оптимальное положение клиновых устройств для данной заготовки.
Ползун пресса выполнен из листового проката и крепится к сферическим опорам штоков главных цилиндров гайками через сферические шайбы. Левые направляющие крепятся к ползуну двумя осями, одна из которых сопрягается с ползуном по ходовой посадке, другая имеет гарантированный зазор.
Правые направляющие снабжены устройством, состоящим из сухаря, закрепленного на оси и паза в теле ползуна, компенсирующим линейные деформации ползуна. Данная схема исключает заклинивание в направляющих.
На внутренней поверхности направляющих закреплены антифрикционные накладки. Фиксируется ползун на направляющих станины чугунными направляющими планками. Суммарный зазор между направляющими станины и ползуна регулируется винтами за счет перемещения направляющих планок минимум 0,04 мм, максимум 0,16 мм. Зазор между ползуном и направляющей достигается подгонкой компенсаторов, зажимаемых на осях гайками. В нижней части ползуна установлены планки для крепления пуансонов.
На прессе установлены два главных цилиндра, с регулированным ходом штоков. Гидропривод включает в себя электродвигатель и аксиально-поршневой регулируемый двухпоточный насос.
Пресс имеет два передних упора, которые могут быть использованы как регулируемые ограничители для получения требуемой ширины полок гнутых изделий и как рольганг для облегчения подачи листов в зону гибки. Передний упор представляет собой кронштейн с прикрепленной к нему направляющей. Задний упор предназначен для получения требуемой ширины полок изгибаемых изделий путем ограничения перемещения заготовок (листа или полосы) в зону гибки. Перемещение заготовок ограничивается подвижным упором, который расположен с задней стороны ползуна. Механизм регулировки хода ползуна предназначен для механического перемещения винтов, ограничивающих ход ползуна в его нижнем положении.
Механизм стопорения ползуна предназначен для удержания ползуна в верхнем положении. Механизм используется при ремонтах подвижных узлов пресса и гидросистемы, если эти работы невозможно выполнить при нижнем положении ползуна. Пресс работает в автоматическом и наладочном режимах и на одиночных ходах. Управление прессом — кнопочное. Смазка — комбинированная.
- Гарантия 12 месяцев
- Ремонтная база
Россия и СНГ - Доставка запчастей
5-15 дней - Срок службы
10-20 лет
| Модель | Номинальное усилие пресса, кН (тс) |
|---|---|
| Пресс листогибочный гидравлический ИБ1430А усилием 1000 кН (100 т.с.) | 1000 (100) |
| Пресс листогибочный кривошипный ИВ1330 усилием 1000 кН (100 т.с.) | 1000 (100) |
| Пресс листогибочный с поворотной балкой ИВ2144 |
Реальный внешний вид может немного отличаться от изображенного на страницах сайта. Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
| Номинальное усилие, кН (тс) | 1000 (100) |
| Длина стола и ползуна, мм не менее | 4000 |
| Расстояние между стойками, мм не менее | 3150 |
| Ширина стола, мм, не более | 200 |
| Расстояние от оси ползуна до станины (вылет), мм не менее | 250 |
| Наибольший ход ползуна с учетом регулировки, мм, не менее | 190 |
| Наибольшее расстояние между столом и ползуном, мм, не менее | 400 |
| Величина регулировки расстояния между столом и ползуном, мм, не менее | 100 |
| Скорость ползуна, мм/с не менее | |
| при холостом ходе | 100 |
| при рабочем ходе | 15 |
| при возвратном ходе | 65 |
| Наибольшая величина перемещения, мм | |
| заднего упора, мм | 750 |
| высота стола над уровнем пола, мм | 850 |
| Габаритные размеры пресса, мм, не более | 4240×1650×2830 |
| Высота пресса над уровнем пола, мм | 2830 |
| Масса пресса, кг, не более | 8220 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}