Пресс гидравлический вертикальный П6328Б (П6328) усилием 63 тонны
8 800 333-81-63
- Описание
- Характеристики
- Комплектация
- Видео
Пресс гидравлический модели П6328 усилием 630кН (63 тонны) предназначен для запрессовки — выпрессовки, прошивки, калибровки, гибки, листовой штамповки без глубокой вытяжки. При установке правильного стола пресс может быть использован для правки.
Прессы могут применяться как в производственных, так и в ремонтных подразделениях и мастерских. Конструкция пресса предусматривает возможность встраивания его в автоматические линии.
Станина пресса C-образной формы, рабочая зона доступна с трех сторон, что удобно при работе и при замене оснастки станка, штампов.
Устройство и работа пресса П6328 и его составные части (см. рис. 1, 2)
Все узлы пресса П6328 установлены на станине 1.Станина сварной конструкции имеет верхнюю и нижнюю консоли и вертикальную стойку, в средней части проема которой имеется ёмкость под масло. На верху ёмкости устанавливается гидроагрегат 2. В верхней консоли закреплён рабочий цилиндр 3.
На верхнем торце цилиндра установлен клапан наполнения, с которым соединён бак наполнения 4, закреплённый на верхнем листе станины. К нижнему торцу штока цилиндра болтами прикреплён ползун, имеющий направляющую планку на станине, предотвращающую поворот ползуна со штоком вокруг вертикальной оси.
С правой стороны на стойке пресса закреплён электрошкаф с кнопочной панелью и манометрами. Внутри шкафа и по прессу размещено электрооборудование.
На нижней консоли пресса устанавливается плита для закрепления инструмента или правильный стол пресса 5, на котором может быть установлено приспособление для правки. На передней части нижней консоли закреплён с возможностью регулировки пульт двухкнопочного управления.
Справа на нижней консоли установлена рукоятка рычажного управления.
Внутри станины размещены узлы рычажного управления и трубопровод 7, соединяющие гидроагрегат с цилиндрами и манометрами.
В нижней части ёмкости под масло, установлен змеевик-маслоохладитель 6.
На прессе установлена автономная группа узлов фотозащиты. Фотозащита состоит из двух кронштейнов и двух стальных решеток, закреплённых на боковых листах станины, скреплённых кронштейнами и тягой между собой. На передних кронштейнах установлены два осветителя и два светоприемника.
Фотозащиту следует применять для дополнительной защиты обслуживающего персонала при двуручном управлении и при необходимости одноручного управления для всех режимов работа пресса.
При включенной фотозащите пересечение световых лучей в наладочном режиме — обеспечивает остановку хода ползуна вниз, при кнопочном полуавтоматическом и автоматическом режимах управления — включает возвратный ход ползуна и остановку его в исходном положена.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Режимы работы пресса
- наладочный,
- полуавтоматический,
- автоматический.
Климатическое исполнение
- для умеренного, холодного климата (основное)
- тропическое (по особому заказу)
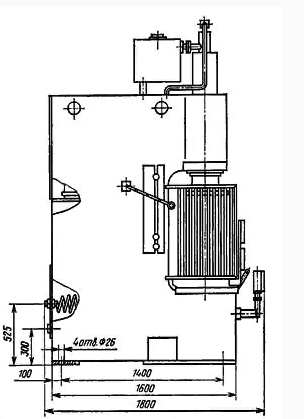
Рисунок 1. Общий вид пресса, вид сбоку
- станина
- гидроагрегат
- рабочий цилиндр
- бак наполнения
- плита для закрепления инструмента
- змеевик-маслоохладитель
- трубопровод
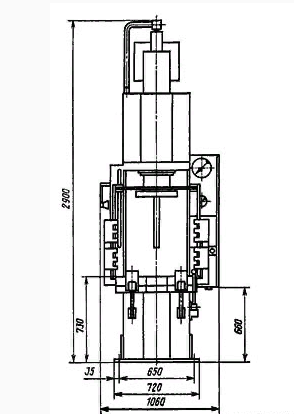
Рисунок 2. Общий вид пресса П6328Б
Гидросистема пресса состоит из следующих основных узлов:
- Главный рабочий цилиндр
- Бак
- Клапан наполнения
- Гидроагрегат
- Трубопровод
- Масляный бак, встроенный в станину
Гидросхема, описание устройства гидроагрегата, его работа, а также инструкция по его эксплуатации даны в руководстве гидроагрегата.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью маслом и не требуют специальной смазки. Опоры электродвигателя, оси рычагов, направляющие и подшипники шиберного устройства смазываются густой смазкой посредством пресс-масленок и кистью.
Перечень точек смазки и рекомендуемые способы и сроки смазки
| Поз. | Способ смазки | Периодичность смазки | Смазываемая точка | Куда входит | Смазочный материал |
| 1. | Шприц-масленка | 2 раза в месяц | Ось рукоятки и пл. | Управление | Солидол «С» ГОСТ 1033-79 |
| 2. | Шприц-масленка | Ось рычага | Управление | ||
| 3. | Кистью | Направляющая ползуна | Станина | ||
| 4. | Кистью | Оси рычагов и планок | Управление | ||
| 5. | Шприц-масленка | Подшипник | Управление | ||
| 6. | Шприц-масленка | Электродвигатель | Гидроагрегат | ||
| 7. | Шприц-масленка | Электродвигатель | Гидроагрегат |
Указание по техническому обслуживанию, эксплуатации и ремонту
Для предупреждения неисправностей и преждевременного износа деталей пресса необходимо все узлы держать в чистоте. Не реже одного раза в месяц все узлы должны подвергаться осмотру. Раз в шесть месяцев требуется замена масла в гидросистеме.
Устанавливаются следующие виды планового технического обслуживания:
- ежесменное техническое обслуживание (ТО) перед началом рабочей смены и в течение смены в перерывах по организационным причинам;
- ежедневное заявочное ТО, выполняется в нерабочей смене, а при трехсменной работе — в специально установленные перерывы в работе оборудования;
- ежемесячное ТО, выполнение которого приурочивается к выходным дням по истечении месяца работы оборудования с момента проведения предыдущего;
- Осмотр, который проводится по графику системы ППР, с целью выявления объема работ, подлежащих выполнению при очередном плановом ремонте.
- Гарантия 12 месяцев
- Ремонтная база
Россия и СНГ - Доставка запчастей
5-15 дней - Срок службы
10-20 лет
| Модель | Усилие пресса, тонн |
|---|---|
| Пресс гидравлический вертикальный П6320Б (П6320) усилием 10 тонн | 10 |
| Пресс гидравлический вертикальный П6324Б (П6324) усилием 25 тонн | 25 |
| Пресс гидравлический вертикальный П6326Б (П6326) усилием 40 тонн | 40 |
| Пресс гидравлический вертикальный П6328Б (П6328) усилием 63 тонны | 63 |
| Пресс гидравлический вертикальный П6330Б (П6330) (усилием 100т) | 100 |
| Пресс гидравлический вертикальный П6332Б (П6332) (усилие 160 тонн) | 160 |
| Пресс гидравлический вертикальный П6334Б (П6334) (усилием 250 тонн) | 250 |
| Пресс гидравлический вертикальный ПА2638 (усилием 630 тонн) | 630 |
Реальный внешний вид может немного отличаться от изображенного на страницах сайта. Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
| Номинальное усилие пресса, кН | 630 |
| Ход ползуна, мм | 500 |
| Максимальное расстояние между столом и ползуном, мм | 710 |
| Размеры стола, мм | 710×560 |
| Скорость ползуна, не менее, мм/с | |
| при холостом ходе | 220 |
| при рабочем ходе | 10...32 |
| при возвратном ходе | 310 |
| Рабочее давление жидкости, МПА | 25 |
| Тип системы управления | П6328Б — электроуправляемый, П6328 — механический |
| Мощность привода, кВт | 11 |
| Габаритные размеры, мм | 1060×1800×2900 |
| Масса пресса, кг | 3300 |
Базовая комплектация пресса гидравлического П6328Б
- станина,
- цилиндр с ползуном,
- плита-стол,
- система управления с механизмом конечных выключателей и пультами двурукого управления,
- гидроагрегат,
- электрошкаф с кнопочной панелью и манометрами,
- электрооборудование,
- комплект техдокументации,
- фотозащита.
Дополнительная комплектация
- боек,
- правильный стол,
- инструмент.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}